在现代工业制造中,高精度、高效率的焊接技术是提升产品质量与生产效率的关键。等离子氩弧焊机和激光焊机作为两种先进的高能束焊接设备,凭借其独特的优势,在航空航天、汽车制造、精密仪器等领域发挥着不可替代的作用。本文将从原理、特点、应用及发展趋势等方面,对这两种焊接技术进行深入对比与分析。
一、技术原理与核心特点
1. 等离子氩弧焊机
等离子氩弧焊是在普通氩弧焊基础上发展起来的一种高能密度焊接方法。其原理是利用电弧压缩效应,将钨极与工件之间的电弧通过特殊喷嘴压缩,形成高温、高能量密度的等离子弧。等离子弧温度可达10000-30000°C,能量集中,穿透力强。氩气作为保护气体和电离介质,能有效防止熔池氧化,保证焊缝质量。该技术的主要特点包括:
- 高能量密度与深熔透能力:适合中厚板单面焊双面成形,一次可焊透厚度较大。
- 焊接速度较快:相比传统氩弧焊,效率显著提升。
- 焊缝质量高:热影响区小,变形小,焊缝美观且力学性能好。
- 可焊材料广泛:包括碳钢、不锈钢、铝合金、钛合金等多种金属。
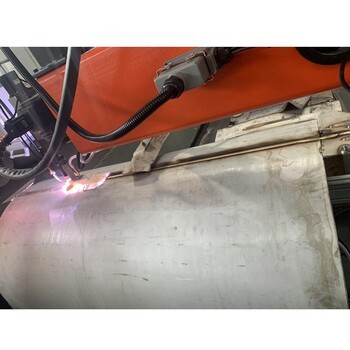
2. 激光焊机
激光焊是利用高能量密度的激光束作为热源,对工件进行熔化连接的一种精密焊接方法。激光束经聚焦后,光斑直径极小(可至微米级),功率密度极高,可实现瞬间局部熔化与凝固。根据功率和作用方式,可分为热传导焊和深熔焊(小孔效应)。其核心优势在于:
- 极高的精度与灵活性:光束易于控制,可实现微小区域、复杂轨迹的精密焊接,自动化集成度高。
- 极小的热影响与变形:能量高度集中,加热和冷却速度快,对工件整体热输入小。
- 非接触加工:无机械应力,适合脆性材料或精密部件。
- 焊接速度快,效率卓越:尤其在大批量生产中优势明显。
- 可焊材料范围极广:包括同种或异种金属,甚至部分非金属材料。
二、应用领域对比
等离子氩弧焊因其较强的穿透力和较好的经济性,常应用于:
- 中厚板结构焊接:如压力容器、管道、船舶、桥梁的纵缝和环缝。
- 特种材料焊接:如钛、锆等活性金属的焊接。
- 堆焊与修复:用于阀门、模具等表面的耐磨、耐腐蚀层堆焊。
激光焊则凭借其超高的精度和柔性,主导着以下领域:
- 精密微细焊接:如电子元器件、传感器、医疗器械(心脏起搏器)、珠宝首饰。
- 汽车白车身制造:用于车顶、车门等部位的拼接焊,速度快、变形小。
- 动力电池制造:电芯极耳、电池模组及Pack的焊接,要求高一致性和可靠性。
- 航空航天薄壁构件:发动机叶片、机身的精密连接。
三、技术经济性分析
- 设备投资与运行成本:激光焊机(尤其是高功率光纤激光器)初始投资通常远高于等离子氩弧焊机,且对工作环境(如洁净度、稳定性)要求更高。等离子焊机成本相对较低,维护也更简便。
- 加工效率与综合成本:对于中厚板焊接,等离子焊在单道熔深和成本上可能更有优势。而对于薄板、超薄板或大批量精密焊接,激光焊的高速、低后续处理成本(几乎无需打磨)能显著降低单件成本,长期效益显著。
四、发展趋势与选择建议
两种技术都在不断发展中:等离子氩弧焊正向更精密、自动化、与机器人集成的方向发展,并出现了水再压缩等离子弧等新工艺以进一步提升能量密度。激光焊则随着光纤激光器、碟片激光器等技术的成熟和成本下降,功率不断提升,应用范围持续扩大,并与智能传感、在线监测深度融合,实现智能化焊接。
选择建议:
企业在选择焊接设备时,应综合考虑:
- 产品材料与厚度:厚板、中板可优先考虑等离子焊;薄板、超薄板及精密件首选激光焊。
- 生产批量与节拍要求:大批量、高节拍自动化生产更倾向激光焊。
- 焊缝质量要求:对热变形控制要求极端严格的场合,激光焊优势明显。
- 投资预算与回报周期:评估初期投入与长期生产效率、质量提升带来的综合收益。
###
等离子氩弧焊与激光焊并非简单的替代关系,而是互补共存,共同构成了现代高端焊接技术体系。等离子焊以强大的穿透力和良好的经济性,在特定厚度和结构领域稳居主导;激光焊则以无与伦比的精度、速度和柔性,引领着精密制造和自动化生产的未来。理解二者特性,根据具体应用场景做出科学选择,方能最大化发挥先进制造技术的威力,推动产业升级与创新发展。